
010-61190348


联系鸿亚
- 销售热线:010-61190348
值班手机:13381482299
传 真:010-51289748
邮 箱:tony77@126.com
产品应用
氮化、渗碳工件的硬度检测与测量
时间:2014-11-27
来源:鸿亚仪器
点击:
次
氮化、渗碳工件的硬度检测与测量
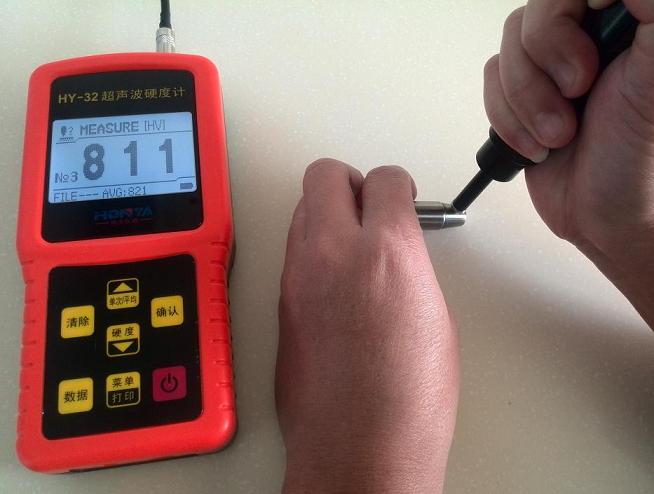
目前,在表面热处理工艺上,氮化和渗碳是一种重要的工艺。其特点是:工件采用渗氮、渗碳处理后,表面硬化层厚度较薄,一般在0.2-0.5mm之间,硬度在HV600以上。因其表面硬化层厚度较薄,用传统的冲击式硬度计测量会直接击穿表面硬化层,导致测量数据的不准;而台式硬度计则效率低下,只能采取抽检的方式。鉴于氮化、渗碳工件的上述特性,需要一种便携易用、又不会击穿表面硬化层的硬度计来检测其表面硬度。HY-32超声波硬度计的特性正好能满足氮化、渗碳工件的硬度测量需求。
一, HY-32超声波硬度计测量时不会击穿表面硬化层。因HY-32超声波硬度计不采用动态冲击或长时间施加载荷,因此不会在测量氮化、渗碳工件时击穿表面硬化层,因此,其测量结果能反映渗氮、渗碳工件的真实表面硬度。
二,便携易用。HY-32超声波硬度计属于便携式硬度计,其配置的细长探头前端直径只有7mm,压头采用锥形维氏压头,有效接触部位是点接触,因而可以测很小氮化、渗碳工件的硬度。相比台式的维氏硬度计而言,HY-32超声波硬度计操作简单、使用方便,可以很容易的随时随地使用。
三,测值精度高。渗氮、渗碳工件表面硬度一般都在HV600以上的高硬度,HY-32超声波硬度计在测量高硬度时具有的高精度,使它在测量此类工件时具有精度高,测值重复性好的优势。
四,测量速度快。HY-32超声波硬度计测量时间在1-2秒钟以内,可以做到大批量产品的全部现场快速检测。
上一篇:HY-32超声波硬度计在液压行业的应用
下一篇:轴承的高效率无损硬度测量